Hi,
I need to perform some basic surface roughness analysis and would like to have an approximate reference point. In my case the surface roughness needs to be expressed as Ra value, arithmetic mean of the profile height deviations. What are typical surface roughness values expressed as Ra for “cheaper” Illumination grade optics ?
For example for this lens
https://www.edmundoptics.de/p/125mm-h-x-25mm-l-x-25mm-fl-uncoated-cylinder-lens/22729/
Is possible to get Ra ≤ 0.025 um in a cost-effective machining processing without post polishing steps ?
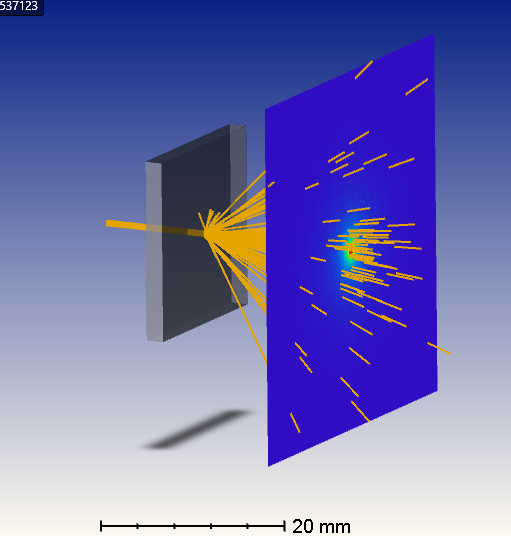
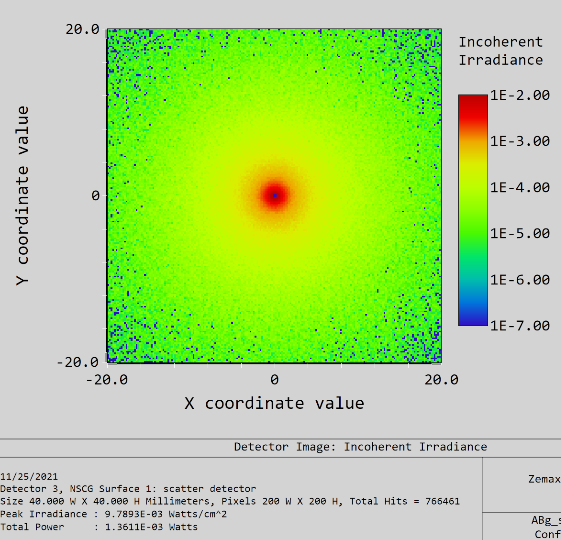
What is the simplest way to simulate surface roughness Ra (or RMS) quality in Zemax ?
marko